


一.定義
注塑機又名注射成型機或注射機。它是將熱塑性塑料或熱固性料利用塑料成型模具制成各種形狀的塑料制品的主要成型設(shè)備。
分類:按結(jié)構(gòu)形式主要分為立式注塑機和臥式注塑機兩種。其中臥室注塑機應(yīng)用最為廣泛,也是我們主要的改造對象。
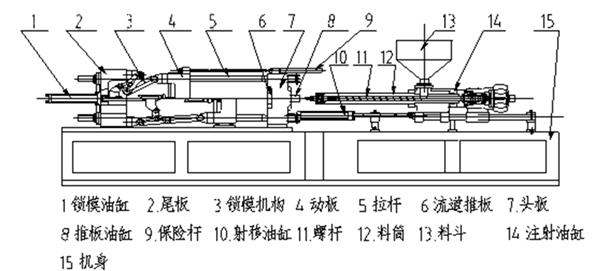
二.臥式注塑機結(jié)構(gòu):
三.臥式注塑機工作過程
塑料注射成型是利用三種狀態(tài)(固態(tài)-液態(tài)-固態(tài)),借助于注塑機和模具成型出所需要的塑料制品。盡管所有的注塑機不盡相同,但注塑機的工作流程基本是相同。如圖3所示,大致可分為七道工序:鎖模、射膠、保壓、溶塑、冷卻、開模、頂針(頂針進、頂針退、射座退)等。每一動作的完成都有時間、壓力、速度、位置等幾個參數(shù)的精妙配合,也就是說在某一位置的位移都有相應(yīng)的壓力和速度,且在不同的位置和時間內(nèi)其壓力和速度都是可變的。同時每一動作完成后發(fā)出終止信號傳送給程序控制器,程序控制器收到信號后才發(fā)出執(zhí)行下一動作的指令。每一道工序都需要用不同的工作壓力和流量,除了高壓鎖模、射膠及溶塑動作需要較大壓力外,其它工序都工作在很小壓力下,其壓力和流量是靠壓力比例閥和流量比例閥來調(diào)節(jié),通過調(diào)節(jié)壓力比例閥和流量比例閥的開啟度來控制壓力和流量大小。
五.改造原理:
根據(jù)注塑機的的工作原理與特性,JV3000系列變頻器是高性能矢量變頻器,速度響應(yīng)快,具有兩路模擬量疊加功能。
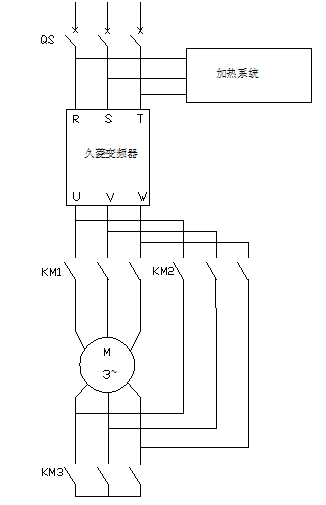
①主回路改造:
如圖示,將JV3000變頻器器串聯(lián)在原星三角啟動系統(tǒng)的前端。特別注意保持注塑機加熱系統(tǒng)的電源接在伺服驅(qū)動器的前端。打開注塑機配電箱后,找到總電源空氣開關(guān),在開關(guān)的下端,一般有兩路線,一般較粗的一路線接入原電機星三角啟動回路;另一路較細的線接入加熱系統(tǒng)。確認接入星三角啟動回路的線后,將總電源空氣開關(guān)到星三角啟動回路主接觸器的連線拆掉,另外用線從原空開接線處接入伺服器的R,S,T端;再從伺服驅(qū)動器的U,V,W端接回星三角啟動回路主接觸器,完成將驅(qū)動器串聯(lián)到原系統(tǒng)之中的接線。將變頻器的啟動信號線串入星三角最后一接觸器輔助常開觸點上,若沒有輔助觸點,增加一個接觸器并入星三角最后一接觸器的線圈上,利用此接觸器的輔助觸點控制變頻器的啟停。
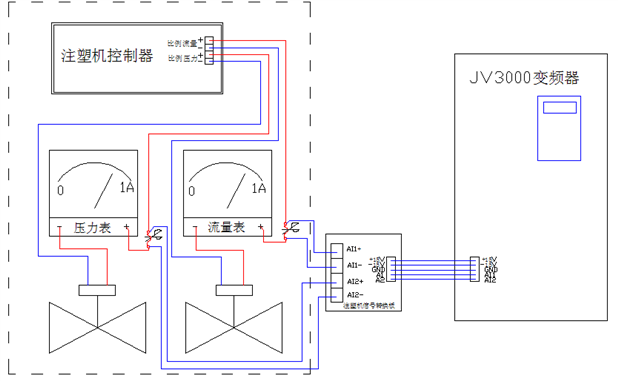
圖中虛線部分為原系統(tǒng)部分,在注塑機中找到流量表與壓力表,將表的正端斷開(如圖所示),串入我公司專用注塑機信號轉(zhuǎn)換板,將0-1A電流信號轉(zhuǎn)換為0-10V電壓信號供變頻器使用。(在每個動作環(huán)節(jié)所需的壓力,流量信號不同,將此信號通過轉(zhuǎn)換給變頻器,從而控制原定量泵的快慢)。
注:上述案例是將兩路信號進行疊加,也可以取其中一個信號,其中一個信號不變,來控制變頻器的轉(zhuǎn)速。
六.初調(diào)試
由于每個動作最大值并非1A,需要進行實際校正,按照上述主回路與控制回路接線要求進行接線,送電試運行,要求操作人員手動開(鎖模,射膠,保壓,溶膠,冷卻,開模,頂針)中的一個動作,將流量信號和壓力信號設(shè)置為最大值,流量設(shè)置為140,壓力設(shè)為99,開啟此動作,可以通過萬用表直接測量AI1,AI2的電壓值,或通過人機界面組P7.03監(jiān)視AI1,AI2的電壓值。將這兩組電壓值設(shè)入P5.14與P5.19中,由于此案例是通過AI1與AI2疊加的方式,需要將AI1與AI2的上限電壓對應(yīng)的最大頻率P5.15,P5.20設(shè)為一半50%。
需要注意,改造的前提是在客戶滿足生產(chǎn)效率的基礎(chǔ)上進行節(jié)能改造,將上述P5.15,P5.20設(shè)為一半可能會引起客戶生產(chǎn)周期變長,此時可通過適量增大設(shè)置P5.15,P5.20中的百分比值,也可要求用戶增大流量信號和壓力信號的值。
七.變頻器參數(shù)設(shè)置如下:
P0.01=1
P0.07=1
P0.08=2
P0.10=2
P0.11=1S
P0.12=1S
P0.14=4
P5.14=7(實際測定)
P5.15=50%(根據(jù)生產(chǎn)效率可調(diào)整)
P5.19=7(實際測定)
P5.20=50%(根據(jù)生產(chǎn)效率可調(diào)整)
八.結(jié)論
根據(jù)現(xiàn)場情況,電機15KW,控制油泵,原來的定量泵變成現(xiàn)在受變頻控制的變量泵,最低運行頻率為10HZ,最高運行頻率為50HZ,并且只有其中一個動作為50HZ,根據(jù)原先工頻生產(chǎn)24小時和現(xiàn)在改造后生產(chǎn)24小時的幾次電能表數(shù)據(jù)對比,節(jié)電率大概在25%左右,原因分析:生產(chǎn)周期,生產(chǎn)工藝對節(jié)電率有很大的影響,生產(chǎn)周期長的節(jié)電率較生產(chǎn)周期短的要大一些。另外可減小溢流,降低油溫。


總機服務(wù):0510-83291881、83294776 技術(shù)支持:0510-83294776-813 維修熱線:0510-83294776-809 銷售咨詢:0510-83294776-813
Email:dh_zlc@126.com 地址:無錫市惠山區(qū)藕塘東風(fēng)工業(yè)園北區(qū) 傳 真: 83291881/83294776-803
郵 編: 214153 蘇ICP備11031966號-3
